Project Name :
COLD ROLLING & PROCESSING FACILITIES
Client Name: JMC Projects (India) Ltd.
Project details – Building Information Modelling, LOD 400
Scope of Work : 3D Modelling, Coordinated Model, Clash report, Quantity Takeoff, As Built Model, Working Drawings
ABOUT THE COMPANY-
With a strong workforce of 3000+ professionals supported with technology and an inspiring work environment, JMC collaborates with all stakeholders and creates a win-win situation for our customers and end-users. The company’s capabilities span the entire gamut of construction civil & structural, mechanical, electrical and fire-fighting engineering etc. for all major industries and project types. Having strong commitment towards the safety of the people it interacts and has dealings with; every JMCian takes all necessary precautions to warrant safe & sustainable future for all stakeholders. It is one of the few construction companies in India, certified under ISO 9001:2015 (Quality Management), ISO 14001:2015 (Environmental Management) and BS OHSAS 45001:2018 (Occupational Health & Safety).
Armed with the technological expertise and process driven approach, JMC can take up any challenging project with Regional Offices located in Bangalore, NCR Delhi, Kolkata and Mumbai. Mumbai office also hosts as JMC™s Corporate Office, while Registered Office is still in Ahmedabad, being the founding city.

About the Project :
Rolling is an important function of the steel industry. It’s a steel fabrication process involving passing the metal through a pair of rollers. There are two main types of rolling process:
Flat rolling – the finished product is a sheet
Profile rolling – the finished product is a bar or rod.
The process always starts with hot rolling. Hot rolling refers to the process of rolling steel at a temperature typically above 900 °C, greater than its recrystallisation temperature. This allows steel sheets to be made in larger, thicker sizes, ideal for the manufacture of railway rails, large beams, or girders.
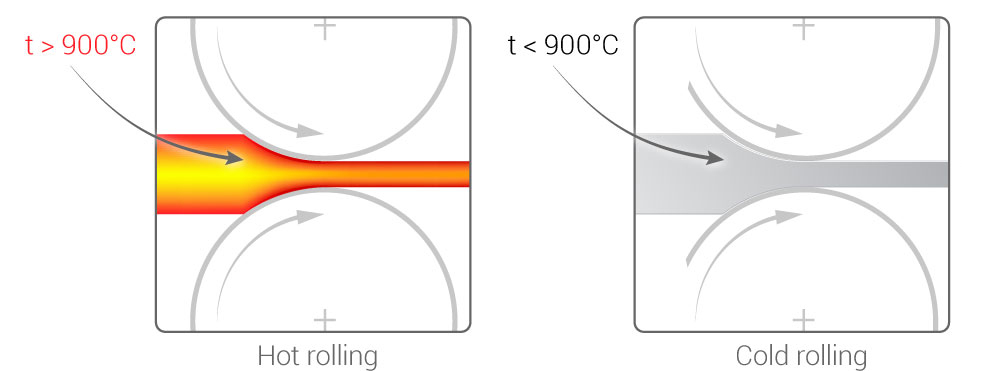
Hot rolling vs. cold rolling
Before moving on to cold rolling, the metal is ‘pickled’, which means the scale formed by hot rolling is removed from the surface of the metal, otherwise it would interfere with the process.
Cold rolling takes the hot rolled product and processes it further. After hot rolling, the steel is cooled to room temperature, then passed through cold rollers at a temperature lower than its recrystallisation temperature. This rolling process is called annealing and relieves stress and leads to a higher yield strength and greater hardness. This is due to reorientation of the grain and the creation of flaws in the crystal structure, leading to microstructure hardening.
The cold rolling mill is usually fitted with thickness gauges that check the steel as it comes out of the rollers. Reversing mills are designed so that the steel can be reversed and pushed back through the rollers which are brought closer together each time until the desired thickness is achieved. Multi-stand mills have three to six pairs of rollers in a series, each pre-set to reduce the thickness by a certain percentage until the final thickness is reached.
Usually each pass will reduce the thickness between 50 to 90%. Due to the high compression forces and friction, the temperature of each pass has the potential to reach as high as 250 °C. Therefore a cooling agent must be used to keep the rollers and metal cold and lubricated. Oil or water are usually used for this purpose.
The resulting metal typically has a thickness of between 0.12 to 2.5 mm. Due to the thinness of cold-rolled steel, it is used for applications such as drinks cans or lightweight vehicle panels, light aircraft etc.
Modern, efficient cold rolling mills can roll pickled sheets or strips at speeds of up to 4 m/s and tandem mills that are continuously working can produce up to 2.5 million tons of cold rolled steel annually.